

Set how machining instructions are processed
The sequence in which machining operations are processed is controlled by the Tool sequence parameters. Use these to specify which machining instructions are processed first and which are grouped together ... At the main screen:-
● Select: Parameters - Tool sequence parameters
The program displays an empty Tool sequence parameter dialog:
● Enter a new set of parameters
or
 Use the list option to select an existing set of parameters
Use the list option to select an existing set of parameters
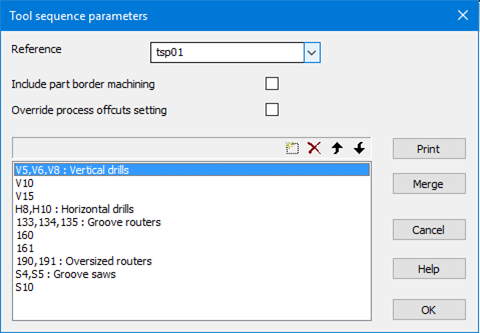
Include part border machining - This allows for the tool sequencing to also apply to part borders (piece by piece, common edge or stay down)
Override process offcuts setting - This overrides the nesting parameter 'Process offcuts' so that offcuts may not be specifically machined first or last.
To create an entry enter the tool number(s) in the sequence required. Use the options on the tool bar at the top of the data entry box to add items or adjust the order.
![]() - add tool entry
- add tool entry
To alter the sequence use the mouse to select a line and then use the Navigation buttons to move the tool up or down the list.
![]() - move item up in priority
- move item up in priority
![]() - move item down in priority
- move item down in priority
To delete an item. Select the item with the cursor and select the delete option.
![]() - delete entry
- delete entry
Enter all tools where the sequence is to be controlled.
The values in the lines can be either tool numbers (e.g. 102, 128) or special instruction code (e.g. V10, H4). The special instruction codes are used where there is no tool number and the tool type is one of the following.
V - Vertical drilling
H - Horizontal drilling
S - Saw groove
Use the format Vxx where xx stands for the diameter or width value. For example 'V5' refers to any vertical drilling with a diameter of 5. For example:-
V5, V6, V9 : Vertical drills
103,105 : Groove routers
106
H8, H10 : Horizontal drills
The comma indicates that the items have the same priority and are used on the same line. The colon indicates a comment. Any commas entered in the comment section are not saved.
Reference
The box at the top of the screen shows the name of the current list. If a new list is created enter the name in this box before selecting 'OK' to save the details.
The options at the right of the dialog are:-
Print - print current set of parameters
Merge - add another list into the current list
On selecting this option the program prompts with a list of any existing tool parameter files. Select the list required.
Cancel - abandon changes and exit
Help - information on this dialog
Ok - confirm changes and exit
Notes
- The priority is from top to bottom of the list. Top is priority 1
- Any instructions not listed in the parameter file are processed after the file contents and part border routing
- A tool number can appear only once in the list
- Tool sequencing is not applied to the part borders; only machining/routing within a part.
- The parameter files are stored in the directory set by the System parameter: Path for data. The file extension is .tpm
![]()